Corrosion protection by Solvaro – No chance for rust
Klicken Sie auf den unteren Button, um den Inhalt von solvaro.vogel-corporate.solutions zu laden.
Please use your mobile device in landscape format for optimal use of the infographic.
A step-by-step method for maximising component lifetimes
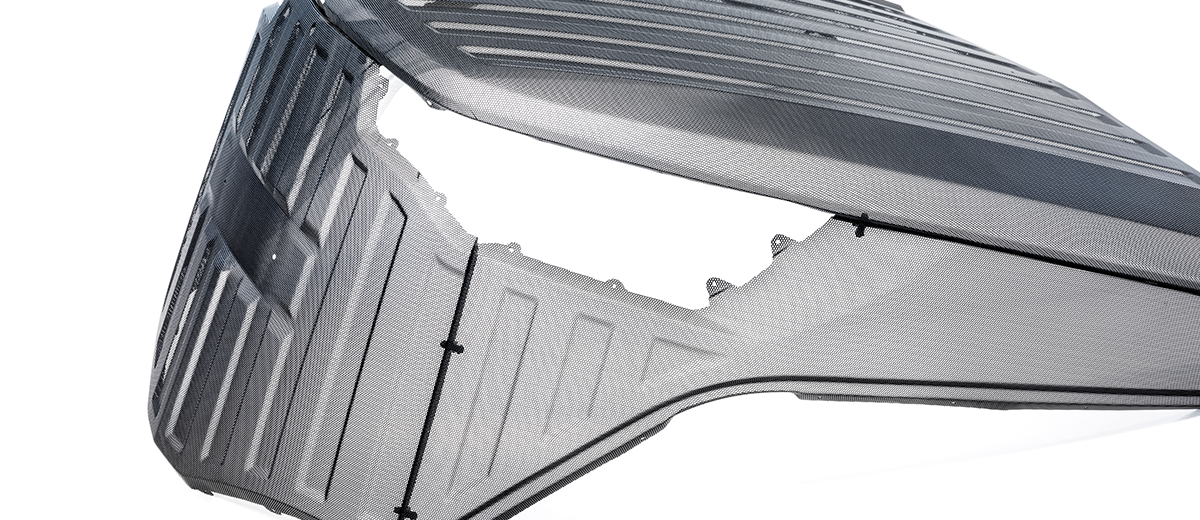
The lifetime of perforated metal components largely depends on the quality of the surface coating. In addition to the component’s functionality and aesthetics, we at Solvaro attach the utmost importance to the durability of the corrosion protection. After all, in practical use the metal components have to withstand the most adverse weather conditions, stone chipping and aggressive dirt.
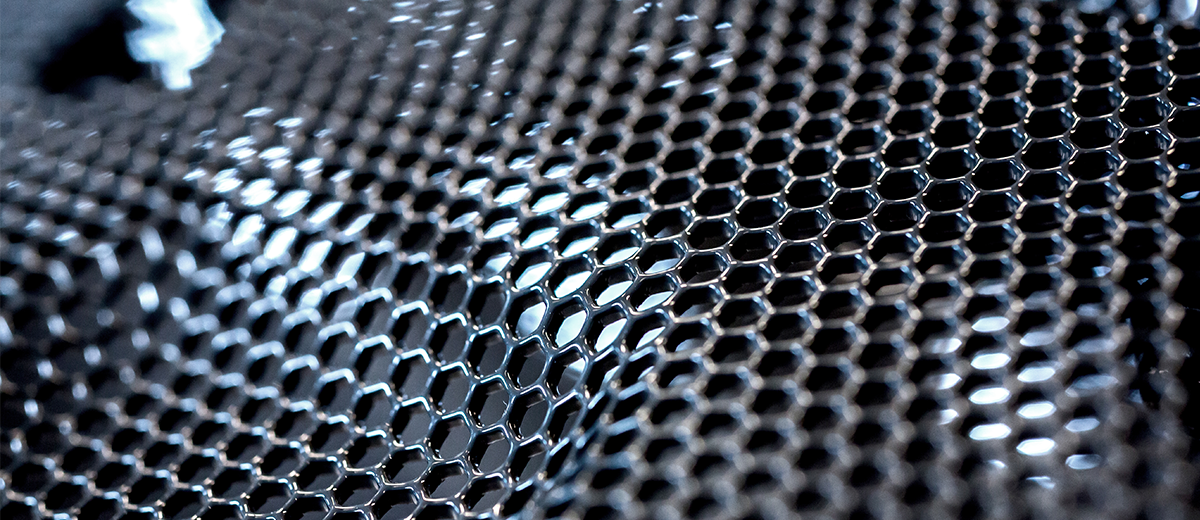
Providing a durable coating for perforated metal components is a science in its own right – since coating processes are stretched to their limits with 184,000 perforations per square metre of hexagonal metal component. Unlike solid sheet, a perforated sheet only consists of edges – so the conditions simply aren’t comparable and customer-specific standards for solid material cannot be applied to perforated sheet.
That’s why we’ve joined forces with our surface technology specialists to develop a process that meets the high coating requirements of perforated metal components in every respect.
Step 1: perforation
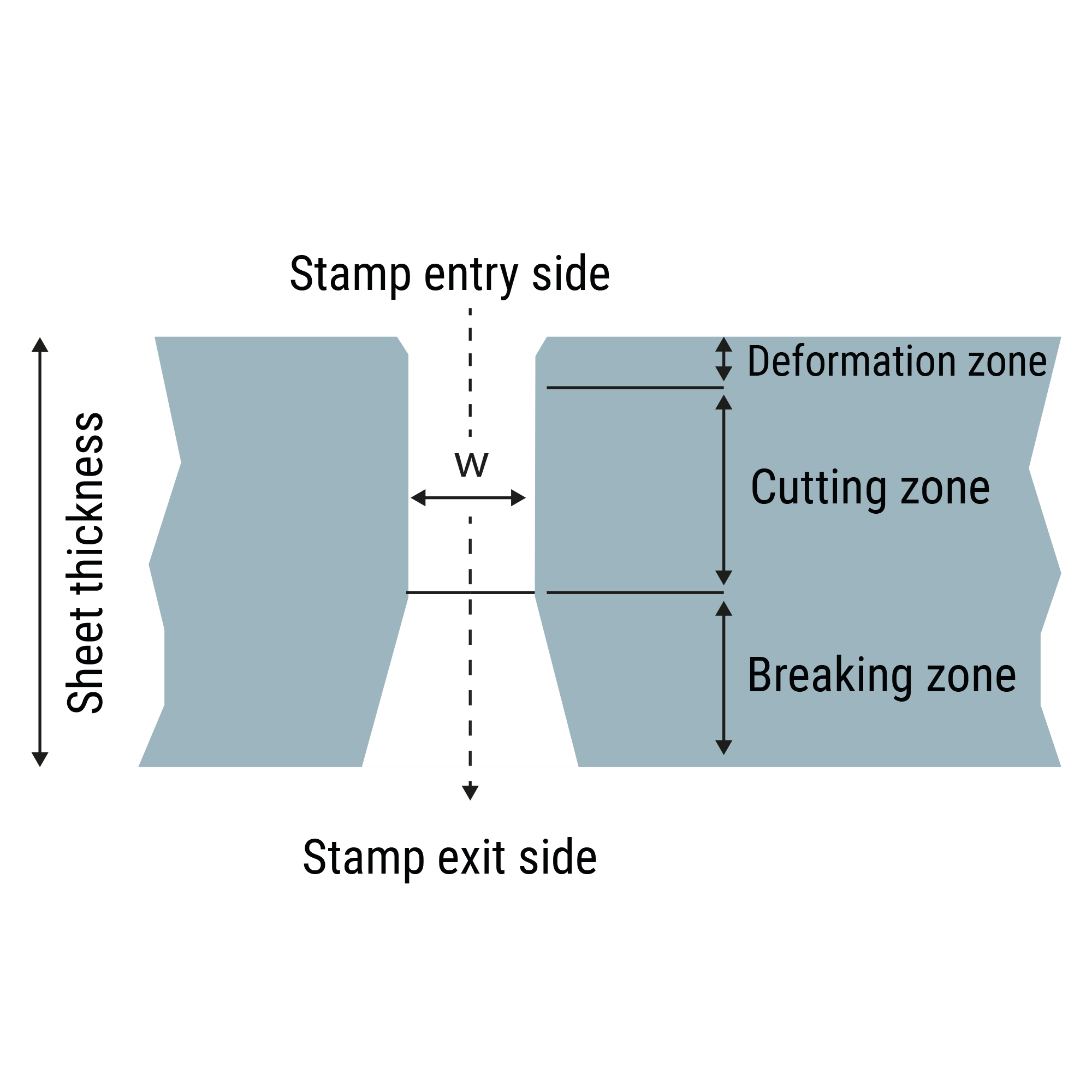
Every Solvaro sheet starts its lifecycle as solid material. So, in the first step, the material is perforated – the characteristic hole pattern is created. But during the hole-punching process, the metal inevitably breaks out in the last phase and an uncontrolled burr is created.
Burr formation is a serious problem for the subsequent coating process, since the surface tension forces the applied coating back towards the flat surfaces at the sharp edges of the perforation. This physical effect is called ‘edge thinning’ and has a decisive effect on the quality of the surface coating.
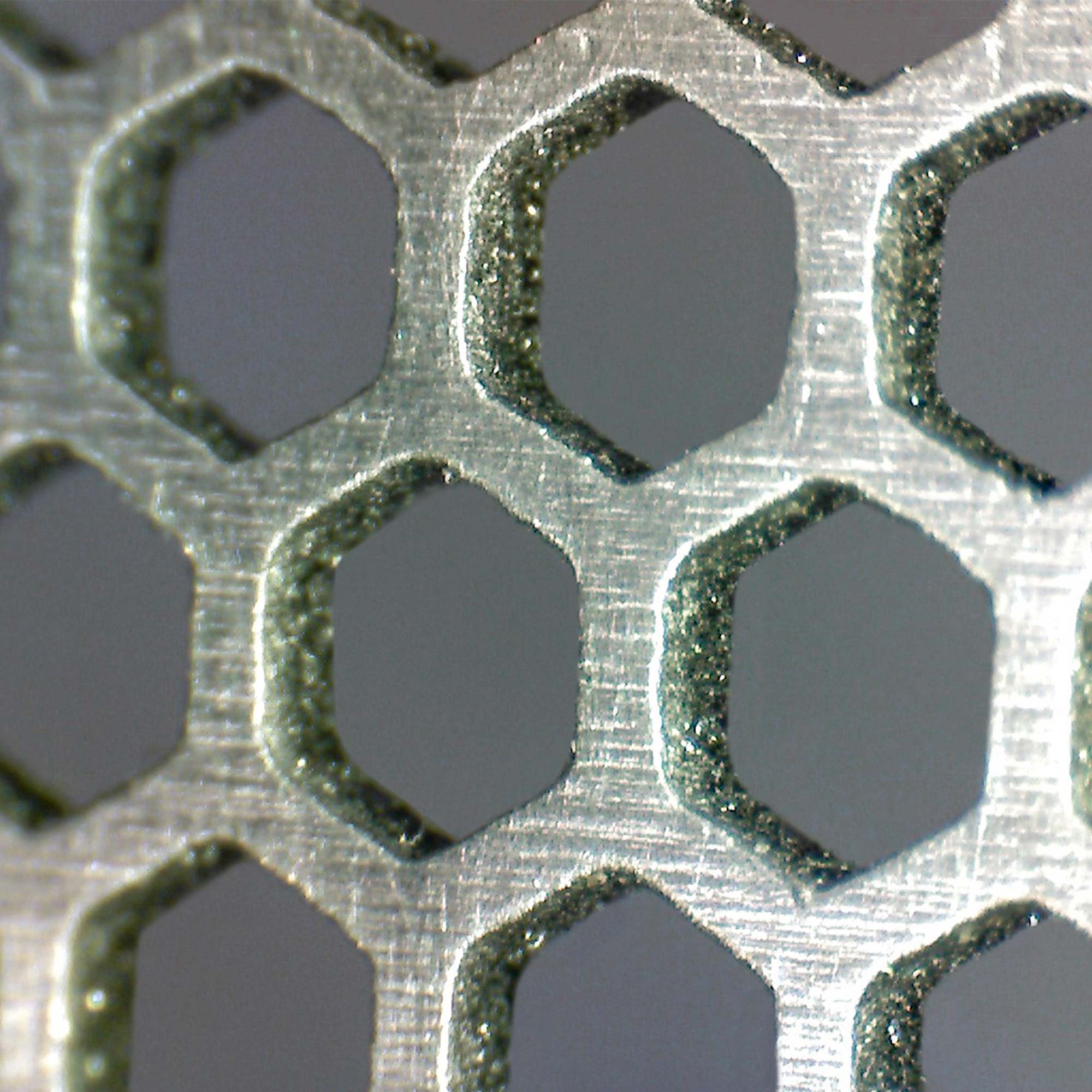
We ensure clean and precise perforation with our special tool grinding, creating sharp edges that are then rounded off in a controlled process.
Step 2: deburring / Rounding
One of the most effective methods of reducing edge thinning is to remove the burrs, which leads to the desired reduction in surface tension. We perform edge rounding using a multi-stage method that enables us to round all the holes equally. We achieve the greatest possible process reliability over millions of holes, and match the surface quality on the punch exit side to that on the punch entry side.
Step 3: forming
Forming the metal sheet isn’t part of the actual coating process, but as an intermediate step it has an impact on the overall process. The fact that the top side, which is free from burrs to begin with, corresponds to the outer side that will later be visible must be taken into account – the deburred underside can be prone to rusting if rounding is incomplete.
Due to the perforated structure, simulations of the maximum deformation cannot be conducted. So deformation and – in the worst-case scenario – cracks of the honeycomb structure may occur during reshaping.
This damage to the component has a direct impact on the coating’s quality, which is why we advise our customers at an early stage on various matters – ranging from their choice of material to the ideal hole shape and width. Due to a large number of similar requirements, we have developed extensive expertise together with our partners.
Incidentally, small holes are more problematic than larger ones in terms of corrosion protection and cracking.



SOLVARO Corrosion Protection
FIELDS OF APPLICATION




Step 4: pretreatment
By pretreating the perforated metal component, we ensure that the material can optimally absorb subsequent coatings. We use phosphating to induce a chemical reaction on the surface and thus create a conversion layer. Its microporous layer structure means this conversion layer acts as an excellent holding primer.
This pre-treatment process has a decisive influence on corrosion protection. A distinction is made between iron phosphating and zinc phosphating. The OEMs’ DIN standards allow both processes – but according to our coating standard, we work with high-quality zinc phosphating as standard due to the better corrosion protection properties.
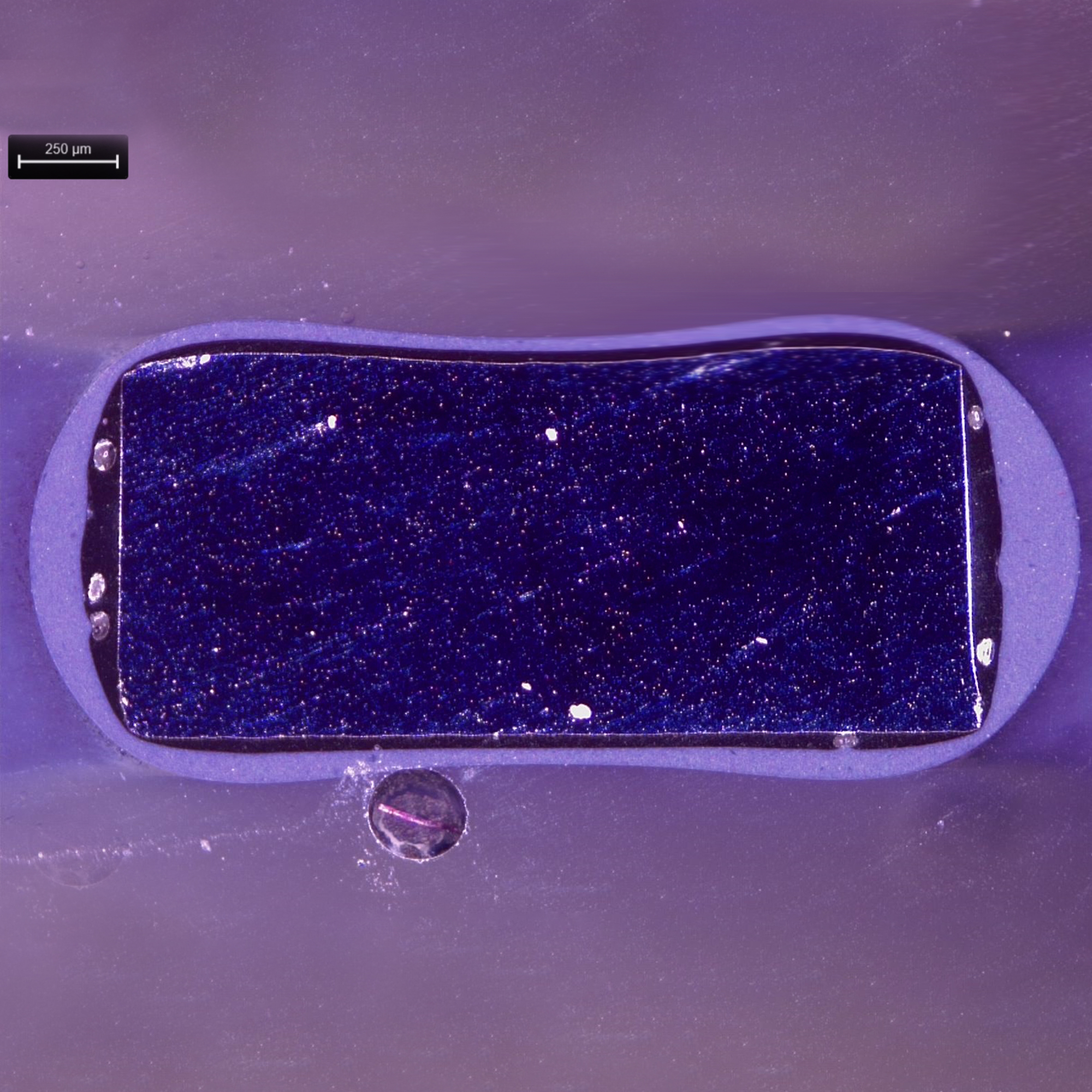
Step 5: cathodic dip coating
As an electrochemical process, cathodic dip coating (CDC) is designed for coating the full surface of complex shapes and structures.
Customer standards specify a thickness of 15 to 20 µm for the coating. This specification is perfectly adequate for solid sheet metal, but in the case of perforated sheet metal, often only a fraction of the CDC paint applied reaches the cut edges due to the edge thinning effect. Solvaro has therefore tested various options in close cooperation with specialist partners and a scientific institute, and has reliably established its own coating standard with a layer thickness of more than 25 µm.
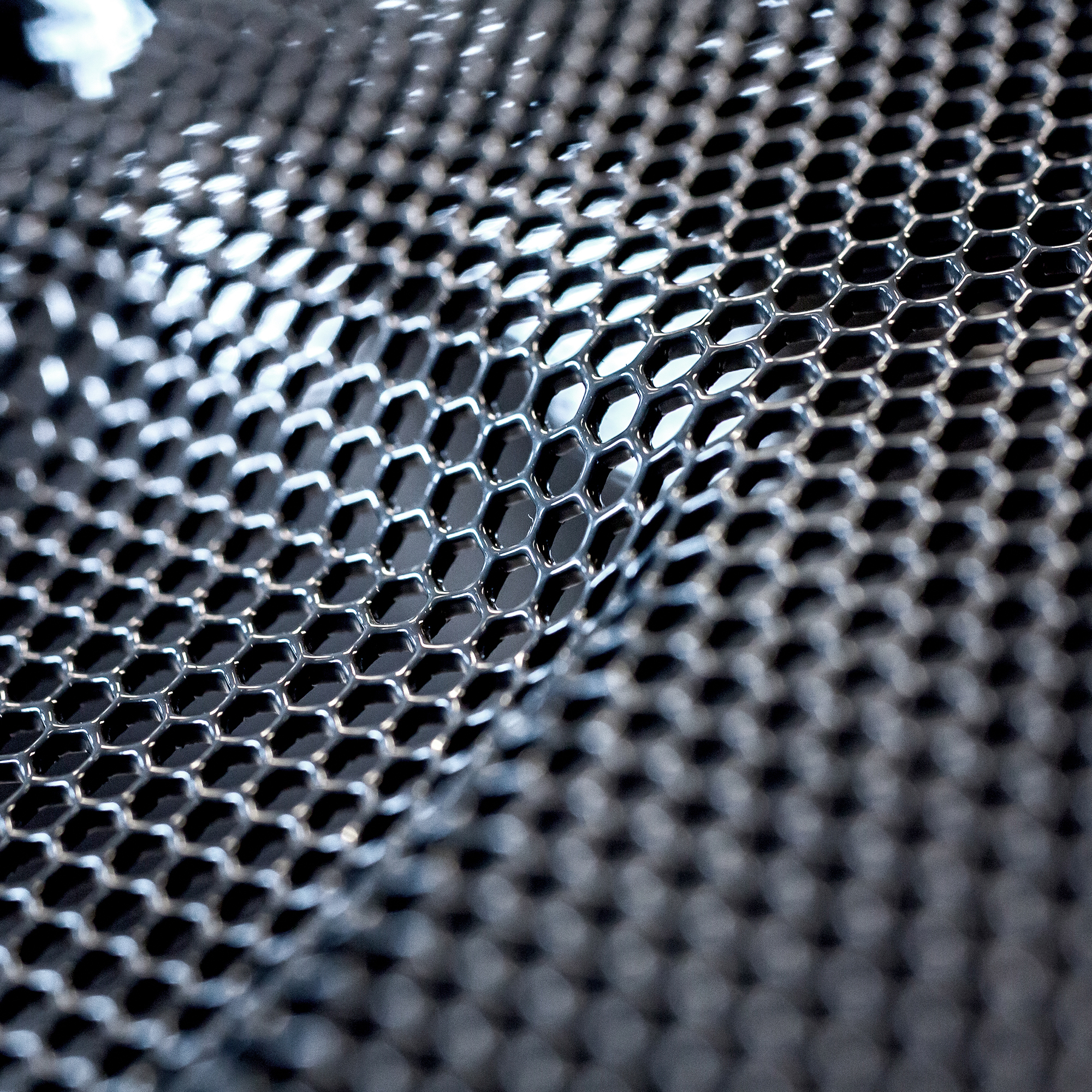
Step 6: powder coating
The final powder application is carried out in close consultation with our customer – which usually specifies the desired powder manufacturer and the powder’s colour and gloss level.
Both intuition and experience are required for the application process. The main challenge lies in the correct dosage: too much coating clogs the holes, impairs the appearance and restricts air circulation, while too little causes the CDC to shimmer through due to the edge thinning.
At Solvaro, we continuously develop and test new powder compositions with our experienced coating partners. By selectively increasing the viscosity, we are able to increase the coating material’s surface tension and minimise the edge thinning. The result: the ideal powder coating thickness and long-lasting corrosion protection.

SOLVARO corrosion protection
Best Practice