NICHT NUR GOOD LACK
ROSTSCHUTZ BEI SOLVARO
Klicken Sie auf den unteren Button, um den Inhalt von solvaro.vogel-corporate.solutions zu laden.
Für die optimale Nutzung der Infografik verwenden Sie bitte ihr mobiles Endgerät im Querformat.
Step-by-Step zu höchster Lebensdauer
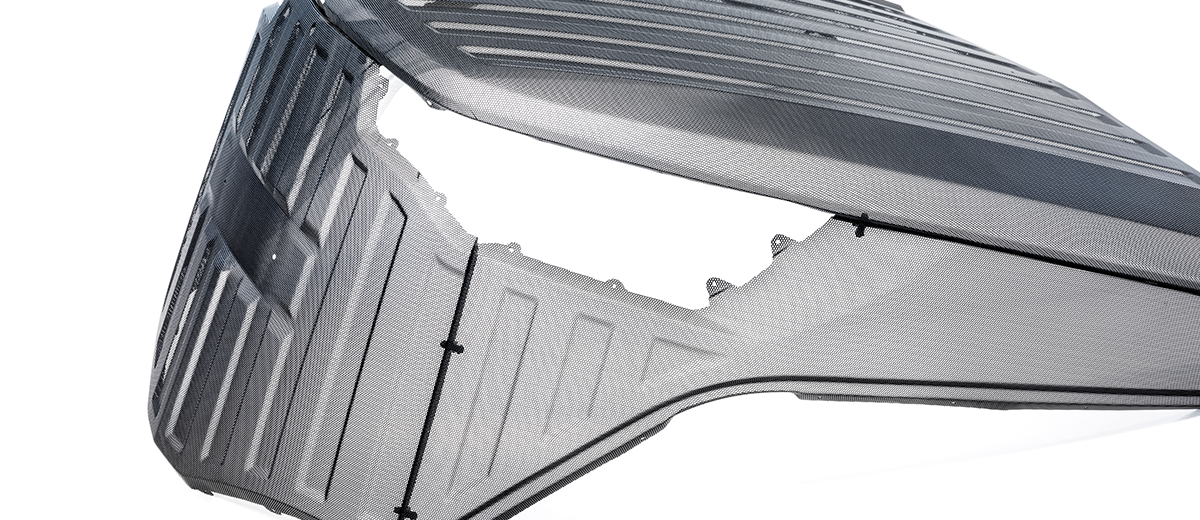
Die Lebensdauer perforierter Metallbauteile hängt maßgeblich von der Qualität der Oberflächenbeschichtung ab. Neben der Funktionalität und Ästhetik des Bauteils legen wir bei Solvaro daher höchsten Wert auf die Beständigkeit des Korrosionsschutzes. Denn im Praxiseinsatz müssen die Metallbauteile widrigsten Witterungsbedingungen, Steinschlägen und aggressivem Schmutz standhalten.
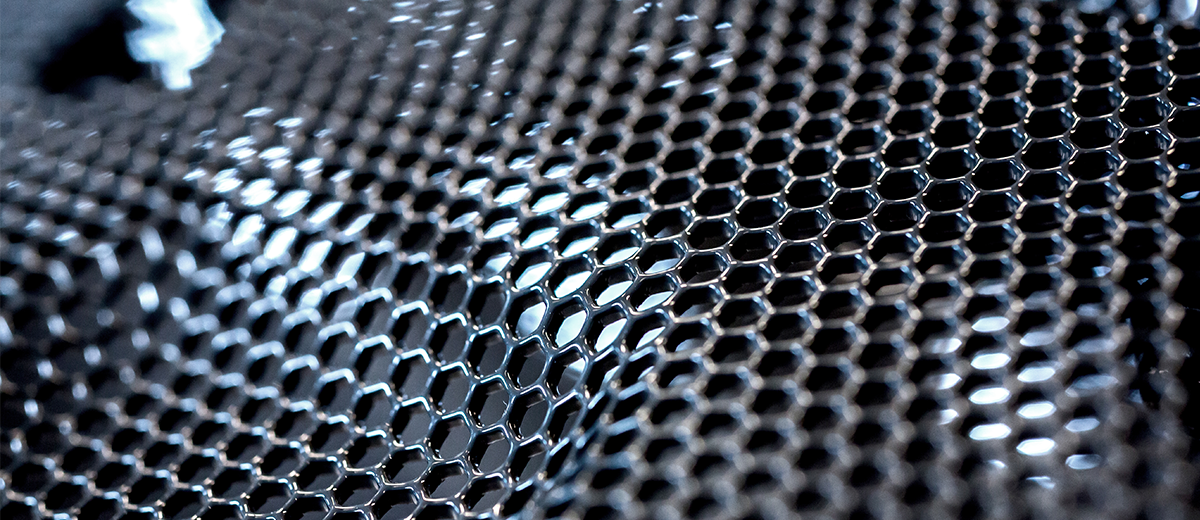
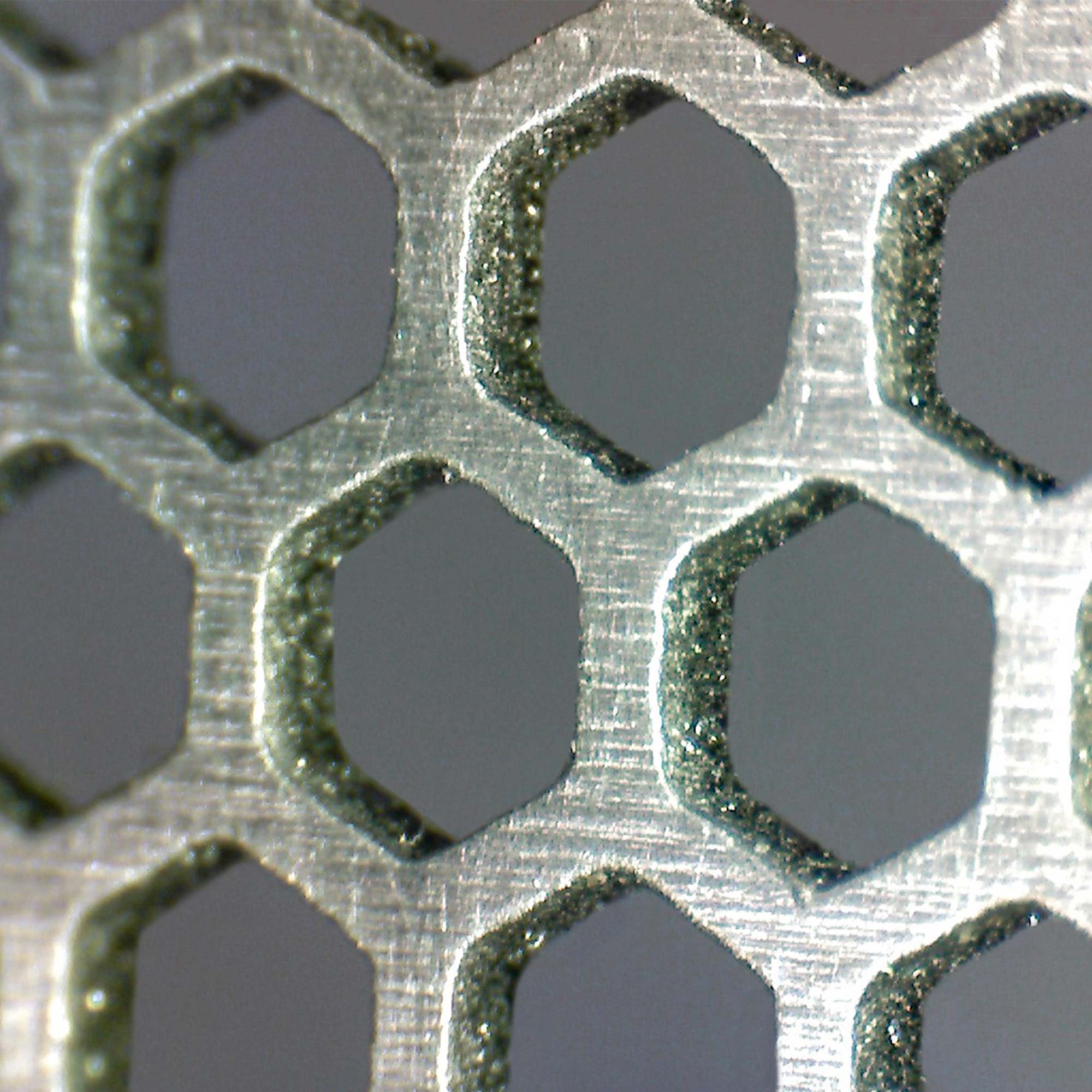
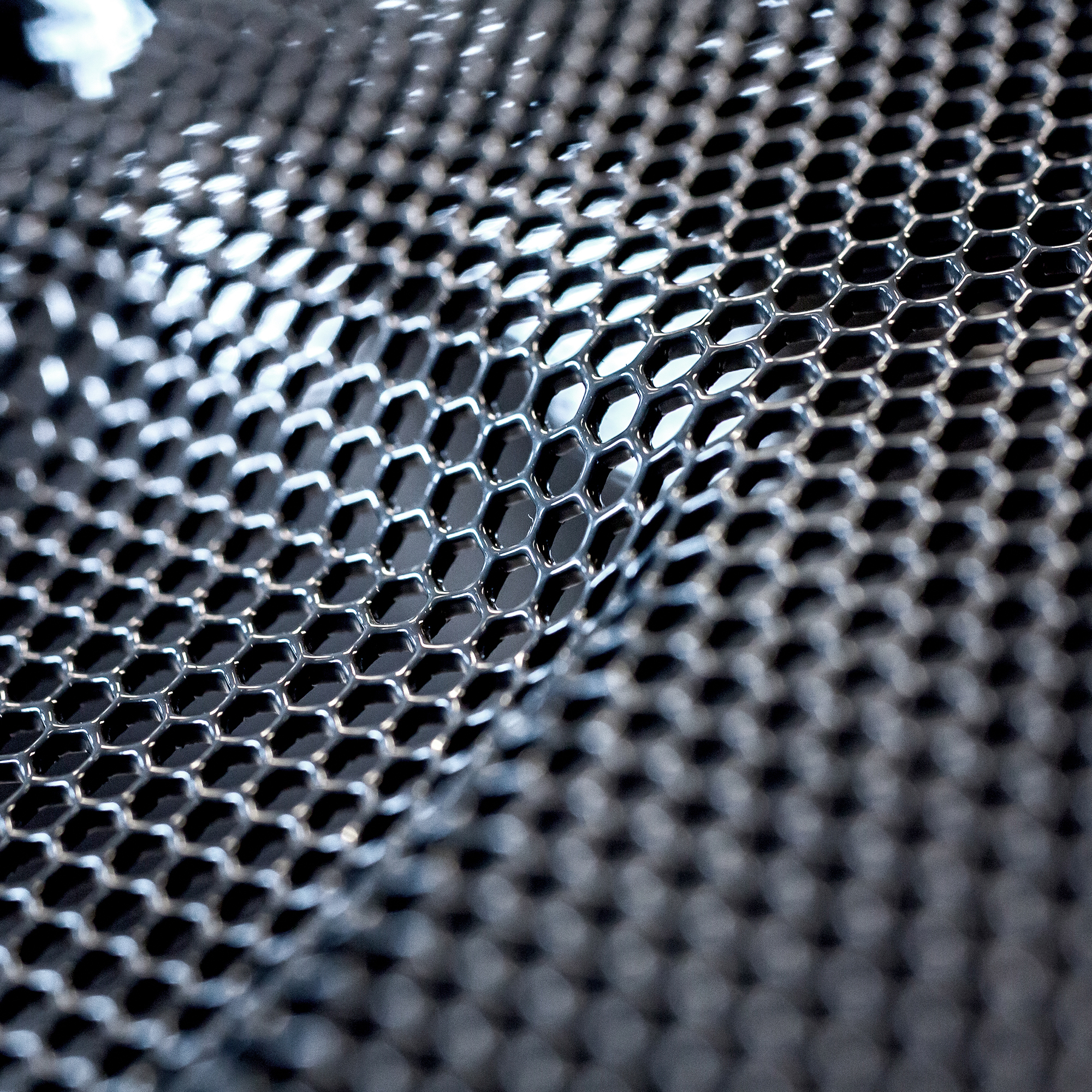
Die langlebige Beschichtung perforierter Metallbauteile ist eine Wissenschaft für sich – bei einem Hexagonal-Metallbauteil mit 184.000 Öffnungen pro Quadratmeter stoßen Beschichtungsverfahren an ihre Grenzen. Im Gegensatz zum Vollblech besteht ein Lochblech nur aus Kanten – kundenspezifische Normen für Vollmaterial sind für die Begebenheiten bei Lochblech nicht zu vergleichen.
Gemeinsam mit unseren Spezialisten für Oberflächentechnik haben wir daher ein Verfahren entwickelt, das den hohen Anforderungen perforierter Metallbauteile an die Beschichtung in jeder Hinsicht gerecht wird.
Step 1: Perforieren
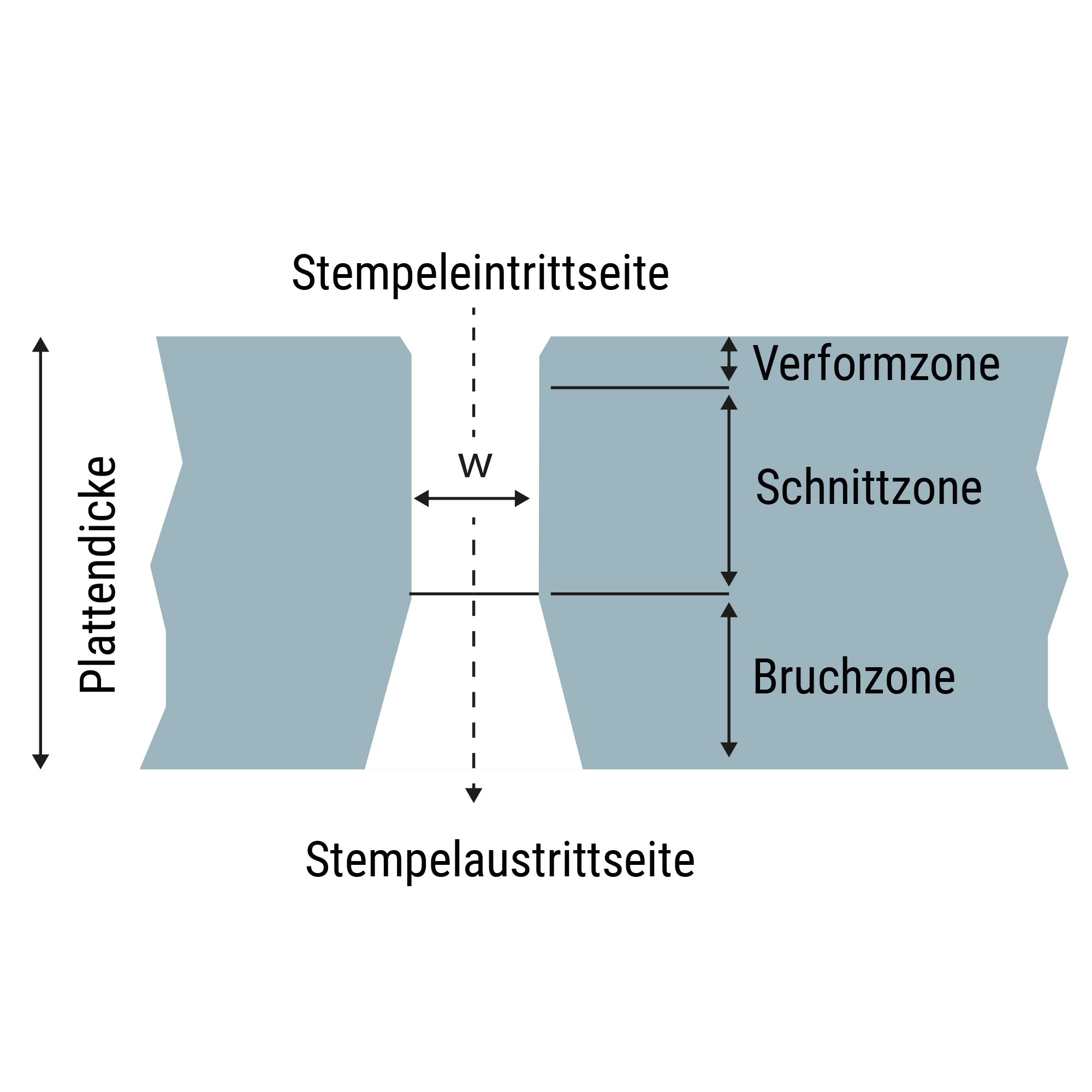
Jedes Solvaro Blech beginnt seinen Lebenszyklus als Vollmaterial. Im ersten Schritt wird das Material daher zunächst perforiert – es entsteht die charakteristische Lochung. Beim Stanzen der Löcher bricht in der letzten Phase jedoch zwangsläufig das Metall aus und es entsteht ein unkontrollierter Grat.
Für den späteren Beschichtungsprozess stellt die Gratbildung ein ernstzunehmendes Problem dar: Denn an den scharfen Kanten der Perforierung drängt die Oberflächenspannung die aufgetragene Beschichtung in Richtung der ebenen Flächen zurück. Dieser physikalische Effekt wird als Kantenflucht bezeichnet und beeinträchtigt die Qualität der Oberflächenbeschichtung entscheidend.
Mit unserem speziellen Werkzeugschliff sorgen wir für eine saubere und präzise Perforierung: Das Ergebnis sind scharfe Kanten, die anschließend in einem kontrollierten Verfahren abgerundet werden.
Step 2: Entgraten
Eine der wirkungsvollsten Methoden zur Verringerung der Kantenflucht ist das Abtragen der Grate, das zu der gewünschten Reduzierung der Oberflächenspannung führt. Wir führen die Kantenverrundung mit einer mehrstufigen Methodik durch und sind so in der Lage, alle Löcher gleichwertig zu verrunden. Über Millionen von Löchern erzielen wir größtmögliche Prozesssicherheit und gleichen die Oberflächenqualität der Stempelaustrittseite an die der Stempeleintrittseite an.
Step 3: Umformen
Das Umformen des Metallblechs ist kein Bestandteil des eigentlichen Beschichtungsprozesses, hat als Zwischenschritt aber Auswirkungen auf das Gesamtverfahren. Dabei ist zu berücksichtigen, dass die von Beginn an gratfreie Oberseite der später sichtbaren Außenseite entspricht – die entgratete Unterseite kann bei unvollständiger Verrundung anfällig für Rost sein.
Aufgrund der perforierten Struktur sind Simulationen über die maximal mögliche Umformung nicht durchführbar. Daher kann es bei der Umformung zu einer Deformation der Wabenstruktur und im schlimmsten Fall zu Rissen kommen.
Diese Schäden am Bauteil haben eine direkte Auswirkung auf die Qualität der Beschichtung. Aus diesem Grund beraten wir unsere Kunden bereits frühzeitig von der Materialauswahl bis zur optimalen Lochform und -weite. Durch eine Vielzahl ähnlicher Anforderungen haben wir mit unseren Partnern umfangreiches Know-how erarbeitet.
Übrigens: Kleine Löcher sind in Bezug auf Korrosionsschutz und Rissbildung problematischer als größere Löcher.



SOLVARO ROSTSCHUTZ
ANWENDUNGSBEREICHE




Step 4: Vorbehandeln
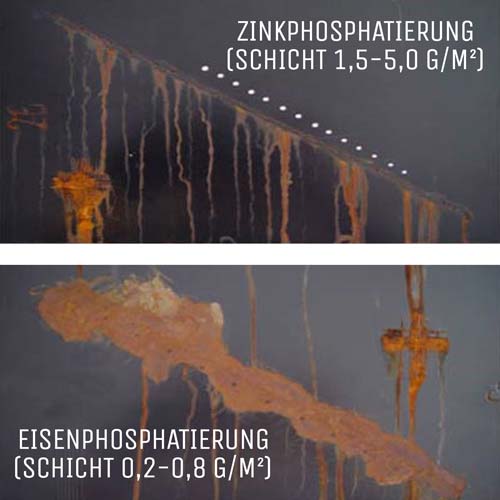
Durch die Vorbehandlung des perforierten Metallbauteils sorgen wir dafür, dass der Werkstoff nachfolgende Beschichtungen optimal aufnehmen kann. Dazu rufen wir mithilfe der Phosphatierung chemische Reaktionen an der Oberfläche hervor und erzeugen so eine Konversionsschicht. Diese Konversionsschicht sorgt dank ihrer mikroporösen Schichtstruktur für einen hervorragenden Haftgrund.
Die Ausführung der Vorbehandlung hat einen entscheidenden Einfluss auf den Korrosionsschutz. Es wird zwischen Eisen- und Zinkphosphatierungen unterschieden. Die DIN-Normen der OEMs lassen beide Verfahren zu – gemäß unserer Beschichtungsnorm arbeiten wir aufgrund der besseren Rostschutzeigenschaften aber standardmäßig mit der hochwertigen Zinkphosphatierung.
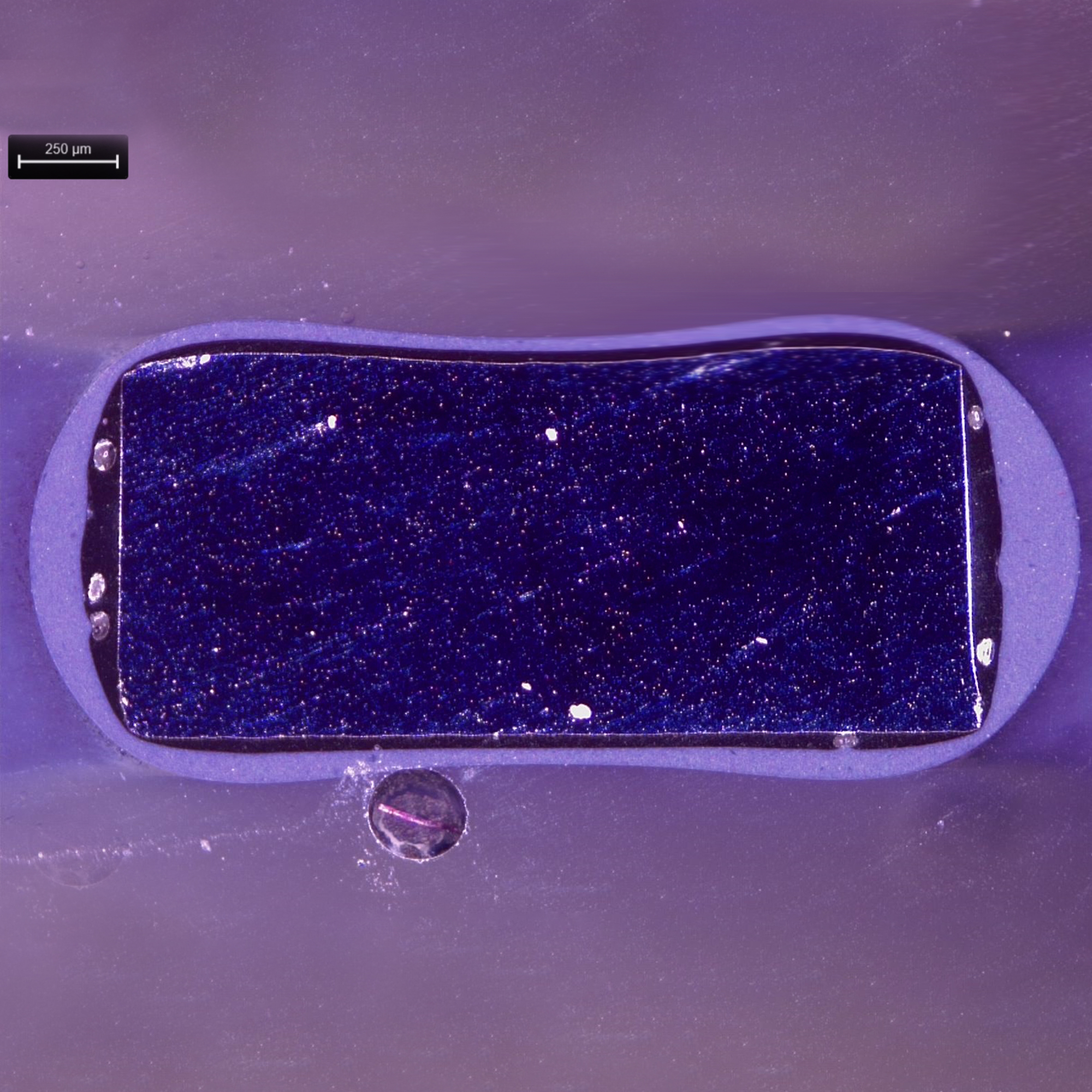
Step 5: Kathodische Tauchlackierung
Die kathodische Tauchlackierung (KTL) ist als elektrochemisches Verfahren für das flächendeckende Beschichten komplexer Formen und Strukturen prädestiniert.
Kundennormen geben für die Beschichtung eine Dicke von 15 bis 20 µm vor. Für Vollblech ist diese Vorgabe vollkommen ausreichend, bei Lochblechen kommt durch den Effekt der Kantenflucht an den Schnittkanten aber oft nur ein Bruchteil des aufgebrachten KTL-Lackes an. Solvaro hat daher in enger Zusammenarbeit mit spezialisierten Partnern und einem wissenschaftlichen Institut unterschiedliche Möglichkeiten gestestet und die eigene Beschichtungsnorm mit Schichtdicken von mehr als 25 µm festgelegt.
Step 6: Pulverbeschichtung
Der abschließende Pulverauftrag erfolgt in enger Abstimmung mit unserem Kunden – dieser gibt in der Regel den gewünschten Pulverhersteller, die Farbe und den Glanzgrad des Pulvers vor.
Bei der Anwendung sind Fingerspitzengefühl und Erfahrung gefragt. Die Herausforderung liegt vor allem in der richtigen Dosierung: Zu viel Farbauftrag setzt die Löcher zu, beeinträchtigt die Optik und schränkt die Luftzirkulation ein – bei zu wenig Farbauftrag schimmert aufgrund der Kantenflucht hingegen der KTL-Lack durch.
Bei Solvaro testen wir mit unseren erfahrenen Beschichtungspartnern fortlaufend neue Pulver-Zusammensetzungen. Durch eine gezielte Erhöhung der Viskosität gelingt es uns, die Oberflächenspannung des Beschichtungsmaterials zu erhöhen und die Ausprägung der Kantenflucht zu minimieren. Das Ergebnis: Ideale Pulver-Schichtdicken und langlebiger Rostschutz.
SOLVARO ROSTSCHUTZ
Best Practice